


一分钟的时间,对于了解我们的无缝管DR室铅门精品选购产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
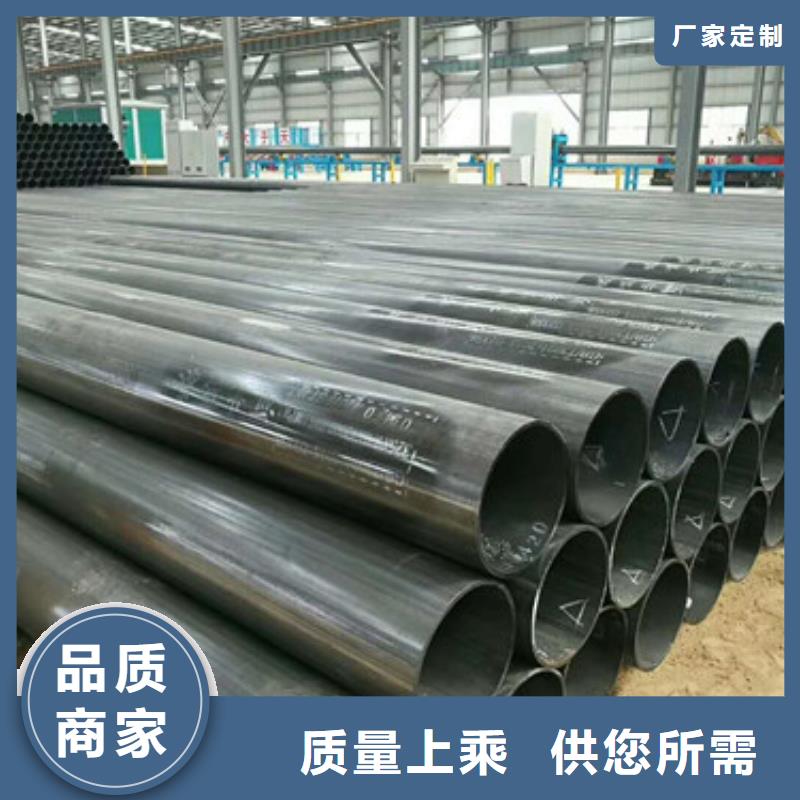
以下是:无缝管DR室铅门精品选购的图文介绍

全胜辐射防护工程有限公司自成立以来,非常注重 四川凉山手术室DSA铅门材料、标准件等的质量把关,严禁使用质量次的非正规厂商的物件,以确保 四川凉山手术室DSA铅门产品的优良品质,使得我们的 四川凉山手术室DSA铅门产品得到各行业用户的信赖,取得了良好的经济效益和社会效益。



评估2017年船舶用钢管量为60万吨左右。谈及无缝钢管,我们首先会想到的是这种管道材料的质量优越,这是无缝钢管的 特点,其次,无缝钢管采用的是钢材的结构,所以无缝钢管的硬度是很高的。无缝钢管的质量是这种管道材料得以在工业领域中得到推广和发展的原因,这是无缝钢管的复杂生产工艺决定的,无缝钢管的 特点就在于管壁的部分是没有任何接缝的,而普通的管道有明显的接缝。无缝钢管主要用在管道运输中,可以被用来运输一些流体,比如,一些能源等等,石油和天然气已经一些地下水的运输,都可以依靠无缝钢管来实现,在现代社会中,无缝钢管的使用领域和范围再一次得16Mn无缝钢管用途很广泛。 一般用途的无缝钢管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件,此类钢制造的无缝钢管被广泛用于液压支柱、高压气瓶、高压锅炉、化肥设备、石油裂化、汽车半轴套、柴油机等各个行业。到了进一步的使用和推广,能源运输的意义重大,而无缝钢管在其中扮演着重要的角色,谈及这种类型的管道材料,我们首先强度比15号钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。



将制管用的板料的两侧面进行机械加工,并使两板边的平行度达到规定的公差范围内,为制造出高精度的钢管做准备。
使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。
焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。
龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。
提高钢管尺寸精度。钢管扩径机:应力。
检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
能够检测出纵向、横向缺陷及热影响区分层缺陷。线超声波检测设备:对全焊缝进行线超声波无损检测。
使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。
焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。
龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。
提高钢管尺寸精度。钢管扩径机:应力。
检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
能够检测出纵向、横向缺陷及热影响区分层缺陷。线超声波检测设备:对全焊缝进行线超声波无损检测。


其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。 焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。无缝化钢管无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。


